-

深圳市美凯联科技有限公司
主营:静爆机,劈裂棒,劈裂机,液压劈裂棒,岩石劈裂机,岩石劈裂棒,电动绳锯机,液压分裂机,绳锯机,液压破碎钳

深圳市美凯联科技有限公司
主营:静爆机,劈裂棒,劈裂机,液压劈裂棒,岩石劈裂机,岩石劈裂棒,电动绳锯机,液压分裂机,绳锯机,液压破碎钳 14
14

操作工艺
挤压工序及顺序
钢筋挤压连接分为二道工序。
***道工序是先在地面上把每根待连接的钢筋一端按要求与套管的一半压好。
*二道工序是压好一半接头的钢筋插到已待接的钢筋端部,然后用挤压钳压好,这样就完成了整个接头的挤压工作。
挤压接头从套筒的中部按标记向端部顺序挤压。
钢筋半接头连接工艺
即上述***道工艺,其具体步骤如下:
⑴装好高压油管和钢筋配用限位器、套管压模,并且在压模内也涂上润滑油;
⑵按手控上开关,使套管对正压模内孔,再按手控Off开关;
⑶插入钢筋**到限位器上扶正;
⑷按手控上开关,进行挤压;
⑸当听到液压油发出溢流声,再按手控下开关,退回柱塞,取下压模;
⑹取出半套管接头,结束半接头挤压作业。
适用范围:建筑工程、钢筋混凝土结构施工、高层框架建筑、普通公路、高速公路、普通铁路、高速铁路、隧道、桥梁、机场建设、防洪堤坝、抗震防震建筑、海洋防波堤坝等各种钢筋连接应用。
钢筋冷挤压连接是将待连接钢筋插入挤压套筒中,用挤压钳挤压套筒,使之产生塑性变形与带肋的钢筋表面紧密压合形成的接头。该技术与传统的搭接、焊接技术相比具有接头质量稳定,不受环境影响,可全天侯施工,接头抗震性、耐低温性好等优点。我厂产挤压设备由压泵站,高压油管和挤压钳,压模配套使用,共同完成挤压连接。
钢筋半接头连接工艺
即上述***道工艺,其具体步骤如下:
⑴装好高压油管和钢筋配用限位器、套管压模,并且在压模内也涂上润滑油;
⑵按手控上开关,使套管对正压模内孔,再按手控Off开关;
⑶插入钢筋**到限位器上扶正;
⑷按手控上开关,进行挤压;
⑸当听到液压油发出溢流声,再按手控下开关,退回柱塞,取下压模;
⑹取出半套管接头,结束半接头挤压作业。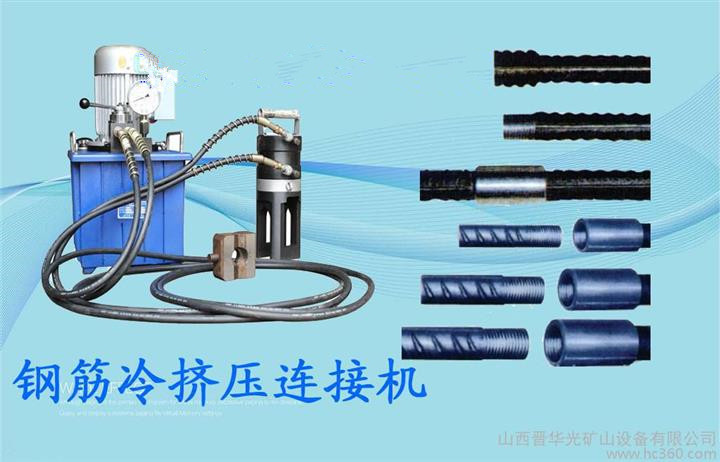
冷挤压液压机高压|深圳加强型钢筋冷挤压机
有下列优点:
1、接头强度高,质量稳定;对钢筋无可焊性要求;
2、每个接头所需的现场挤压时间1—3min眈工效比一般焊接方法快数倍至十倍;3、油泵动力1—4kw,不受电源容量限制,压结器轻巧灵活,适宜多台设备同 时操作。